Thương hiệu chậu rửa bát Gorlde xuất hiện lần đầu tiên tại thị trường Việt Nam vào những năm 1990, sau hơn 20 năm có mặt tại Việt Nam, thương hiệu đã tự hào được người tiêu dùng Việt Nam đón nhận như một "người bạn" với một vẻ đẹp tự nhiên và sang trọng, thân thiện và dễ chịu. Để có được sự tin tưởng của người tiêu dùng, các sản phẩm mang thương hiệu Gorlde đã không ngừng cải tiến, nâng cao chất lượng, kiểu dáng, mẫu mã, nhằm đáp ứng nhu cầu sử dụng cao của người tiêu dùng. Chúng tôi luôn cố gắng phấn đấu cung cấp các sản phẩm chậu rửa bát Gorlde hay sen, vòi mang thương hiệu Gorlde đến với mọi gia đình nhằm thỏa mãn tốt nhất các yêu cầu của khách hàng và để thương hiệu chậu rửa bát Gorlde trở thành một trong những thương hiệu hàng đầu trong lĩnh vực thiết bị vệ sinh cao cấp tại Việt Nam.

Giới thiệu về Inox SUS304 chất liệu làm chậu rửa bát Gorlde
Các loại thép không gỉ 1.4301 và 1,4307 còn được gọi là lớp 304 và 304L tương ứng. Loại 304 là thép không gỉ đa năng nhất và được sử dụng rộng rãi. Nó vẫn còn đôi khi được gọi bằng tên cũ 18/8 có nguồn gốc từ các thành phần danh nghĩa của loại 304 là 18% Cr và 8% niken.
Loại 304 thép không gỉ là một lớp Austenit có thể nghiêm trọng sâu được. Khách sạn này đã dẫn đến 304 là lớp quát được sử dụng trong các ứng dụng như chậu rửa bát và chảo hoặc nồi xoong.
Loại 304L là phiên bản carbon thấp 304. Nó được sử dụng trong các thành phần gauge nặng để cải thiện khả năng hàn. Một số sản phẩm như tấm và ống có thể có sẵn là "dual chứng nhận" nguyên liệu đáp ứng các tiêu chí
Ứng dụng
Inox 304 thường được sử dụng trong:
Chậu rửa bát
Chảo
Cutlery và flatware
Tấm kiến trúc
Vệ sinh và đáy
Ống
Thiết bị Nhà máy bia, sữa, thực phẩm và sản xuất dược phẩm
Springs, các loại hạt, bu lông và ốc vít
Cấy ghép y tế
Chảo
Cutlery và flatware
Tấm kiến trúc
Vệ sinh và đáy
Ống
Thiết bị Nhà máy bia, sữa, thực phẩm và sản xuất dược phẩm
Springs, các loại hạt, bu lông và ốc vít
Cấy ghép y tế
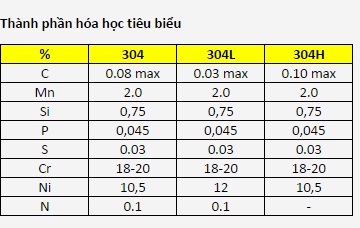
Thành phần hóa học tiêu biểu
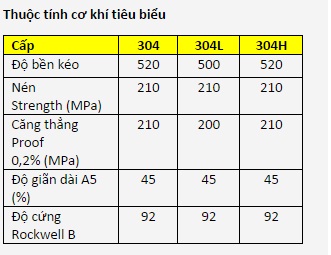
Thuộc tính cơ khí tiêu biểu
Tính chất vật lý điển hình

Hợp kim Chỉ định
Thép không gỉ 304 cũng tương ứng với các chỉ định thông số kỹ thuật và tiêu chuẩn sau đây:

Kháng ăn mòn
304 có khả năng chống ăn mòn tuyệt vời trong một loạt các môi trường và khi tiếp xúc với phương tiện truyền thông có tính ăn mòn khác nhau. Rỗ và đường nứt ăn mòn có thể xảy ra trong môi trường chứa clorua. Ăn mòn ứng suất nứt có thể xảy ra ở nhiệt độ trên 60 ° C.
Chịu nhiệt
304 có sức đề kháng tốt để quá trình oxy hóa trong dịch vụ liên tục lên đến 870 ° C và phục vụ liên tục đến 925 ° C. Tuy nhiên, sử dụng liên tục ở 425-860 ° C không được khuyến cáo nếu chống ăn mòn trong nước là cần thiết. Trong trường hợp này 304L được khuyến khích do sức đề kháng của nó đến sự kết tủa carbide.
Trường hợp có độ bền cao được yêu cầu ở nhiệt độ trên 500 ° C và lên đến 800 ° C, lớp 304H được khuyến khích. Vật liệu này sẽ giữ lại chống ăn mòn dung dịch nước.
Sự bịa đặt
Chế tạo của tất cả các loại thép không gỉ nên chỉ được thực hiện với các công cụ dành riêng cho vật liệu thép không gỉ. Các bề mặt dụng cụ và các công trình phải được rửa thật sạch trước khi sử dụng.
Những biện pháp phòng ngừa là cần thiết để tránh
nhiễm chéo của thép không gỉ của kim loại bị ăn mòn dễ dàng mà có thể đổi màu bề mặt sản phẩm chế tạo.
Lạnh công tác
304 thép không gỉ dễ dàng làm việc cứng lại. Phương pháp chế tạo liên quan đến làm việc lạnh có thể đòi hỏi một giai đoạn ủ trung gian để giảm bớt cứng làm việc và tránh làm rách hay nứt. Sau khi hoàn tất chế tạo một hoạt động ủ đầy đủ nên được sử dụng để giảm căng thẳng nội bộ
Hot Working
Phương pháp chế tạo, như giả mạo, có liên quan đến làm việc nóng sẽ xảy ra sau khi thống nhất để sưởi ấm 1149-1260 ° C. Các thành phần chế tạo sau đó phải được làm mát nhanh chóng để đảm bảo khả năng chống ăn mòn tối đa.
Nhiệt khí
304 thép không gỉ không thể làm cứng bằng
xử lý nhiệt. Xử lý hoặc giải pháp ủ có thể được thực hiện bằng cách làm lạnh nhanh sau khi làm nóng đến 1010-1120 ° C.
Khả năng chế biến
316 thép không gỉ có năng chế biến tốt. Máy có thể được tăng cường sử dụng các quy tắc sau đây:
Mép cắt phải được giữ sắc nét. Cạnh xỉn gây ra xơ cứng làm việc quá mức.
Cắt giảm nên được ánh sáng nhưng đủ sâu để ngăn ngừa xơ cứng làm việc bằng cách cưỡi trên bề mặt của vật liệu.
Chip máy cắt nên được sử dụng để hỗ trợ trong việc đảm bảo mạt vẫn rõ ràng của công việc
Dẫn nhiệt thấp của Austenit kết quả ở nhiệt tập trung ở các cạnh cắt. Điều này có nghĩa là chất làm lạnh và bôi trơn là cần thiết và phải được sử dụng với số lượng lớn.
Cắt giảm nên được ánh sáng nhưng đủ sâu để ngăn ngừa xơ cứng làm việc bằng cách cưỡi trên bề mặt của vật liệu.
Chip máy cắt nên được sử dụng để hỗ trợ trong việc đảm bảo mạt vẫn rõ ràng của công việc
Dẫn nhiệt thấp của Austenit kết quả ở nhiệt tập trung ở các cạnh cắt. Điều này có nghĩa là chất làm lạnh và bôi trơn là cần thiết và phải được sử dụng với số lượng lớn.
Sự hàn
Fusion hiệu suất hàn cho loại 304 thép không gỉ là xuất sắc cả hai có và không có chất độn. Khuyến cáo phụ que và các điện cực cho thép không gỉ 304 là lớp 308 thép không gỉ. Đối với các phụ 304L khuyến cáo là 308L. Phần hàn nặng có thể cần ủ sau hàn. Bước này là không cần thiết cho 304L. Lớp 321 có thể được sử dụng nếu xử lý nhiệt sau hàn là không thể.
Theo AYEPO ( beptuchefs.net )






0 nhận xét:
Đăng nhận xét